Białe plamy przy wstrzykiwaniu Badaflex TPE-S60A UV
Wtryskiwanie
Lukxhans #(on) napisał:rozwiń+Bluewolv #(on) napisał:Lukxhans #(on) napisał:Bluewolv #(on) napisał:Lukxhans #(on) napisał:Bluewolv #(on) napisał:Spróbowałbym 80 mm/s + 60 BAR, jeżeli zdąży przed końcem chłodzenia oczywiście.
Dobrze, dziś tak też spróbuję zrobić będę wchodził co najniżej z mm/s do 80, a Bar dam na 60.
Eksperymentuj. Może coś innego zadziała. Np. 80mm/s i 40BAR. Jaki jest mniej więcej czas plastyfikacji?Tak też będę robił. Dokładnie nie pamiętam jaki był to czas jak będę w pracy to sprawdzę.
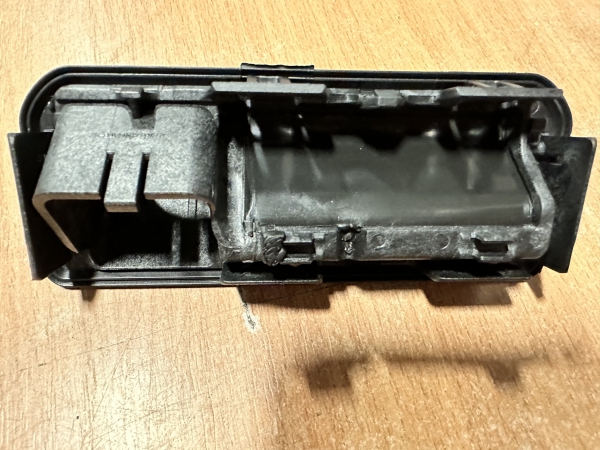
To plamka zaraz przy punkcie wtrysku? To trochę zmienia postać rzeczy. Jeszcze spróbuj zwolnić wtrysk zaraz na początku wtryskiwania.
To była pierwsza rzecz którą próbowałem, niestety nic się nie zmieniło.Guma już nawet nie przylegała dobrze do ABS, bo była już zbyt wolno wstrzykiwana.
Ale jest to przy punkcie wtrysku. Nie ma tam nic ostrego żeby ten materiał się palił, jak na formie jak również na plastiku.
Cześć,
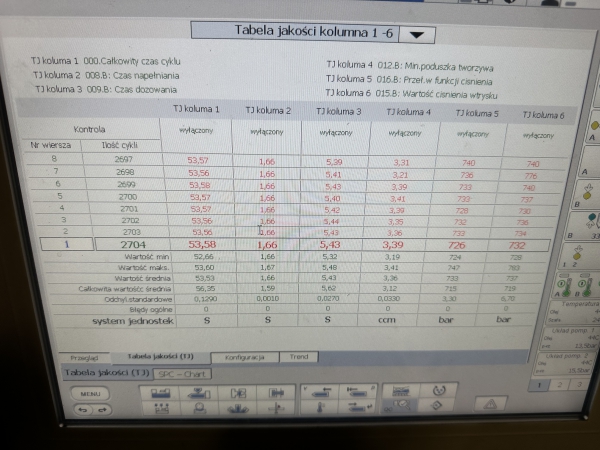
tak zerkam na zdjęcia z parametrami i:
- dlaczego pierwszy profil docisku jest na 0 bar?
- co się stanie jak wtryśniesz dosłownie odrobinę detalu albo sam wlewek. Może coś z samym dolotem do przewężki jest nie tak?
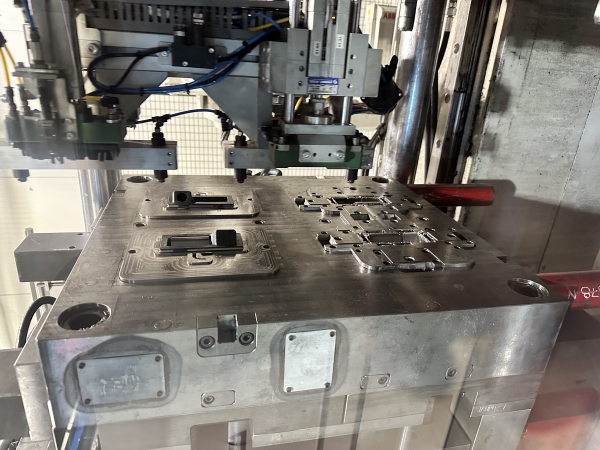
- nie bardzo widzę odpowietrzenia na formie. Kanał główny jest ale brakuje doprowadzenia pomiędzy gniazdem a kanałem. Naklej naklejki jako test i zobacz czy coś się zmieniło.
- wytryśnij same TPE przez dyszę wtryskarki i zobacz czy tam już czegoś nie widać.
- sprawdź temperaturę stopu
- zmniejsz lub zwiększ dekompresję i oceń wpływ
Dziwne jest to że na niektórych formach to jest a na niektórych nie i jeszcze poszczególne gniazda tylko to mają. A może jest problem z detalem który jest obtryskiwany?
Pozdrawiam
Yellow®
Yellow #(on) napisał:rozwiń+Lukxhans #(on) napisał:Bluewolv #(on) napisał:Lukxhans #(on) napisał:Bluewolv #(on) napisał:Lukxhans #(on) napisał:Bluewolv #(on) napisał:Spróbowałbym 80 mm/s + 60 BAR, jeżeli zdąży przed końcem chłodzenia oczywiście.
Dobrze, dziś tak też spróbuję zrobić będę wchodził co najniżej z mm/s do 80, a Bar dam na 60.
Eksperymentuj. Może coś innego zadziała. Np. 80mm/s i 40BAR. Jaki jest mniej więcej czas plastyfikacji?Tak też będę robił. Dokładnie nie pamiętam jaki był to czas jak będę w pracy to sprawdzę.
To plamka zaraz przy punkcie wtrysku? To trochę zmienia postać rzeczy. Jeszcze spróbuj zwolnić wtrysk zaraz na początku wtryskiwania.
To była pierwsza rzecz którą próbowałem, niestety nic się nie zmieniło.Guma już nawet nie przylegała dobrze do ABS, bo była już zbyt wolno wstrzykiwana.
Ale jest to przy punkcie wtrysku. Nie ma tam nic ostrego żeby ten materiał się palił, jak na formie jak również na plastiku.
Cześć,
tak zerkam na zdjęcia z parametrami i:
- dlaczego pierwszy profil docisku jest na 0 bar?
- co się stanie jak wtryśniesz dosłownie odrobinę detalu albo sam wlewek. Może coś z samym dolotem do przewężki jest nie tak?
- nie bardzo widzę odpowietrzenia na formie. Kanał główny jest ale brakuje doprowadzenia pomiędzy gniazdem a kanałem. Naklej naklejki jako test i zobacz czy coś się zmieniło.
- wytryśnij same TPE przez dyszę wtryskarki i zobacz czy tam już czegoś nie widać.
- sprawdź temperaturę stopu
- zmniejsz lub zwiększ dekompresję i oceń wpływ
Dziwne jest to że na niektórych formach to jest a na niektórych nie i jeszcze poszczególne gniazda tylko to mają. A może jest problem z detalem który jest obtryskiwany?
Pozdrawiam
Yellow®
Pierwszy profil na docisku jest na 0 ponieważ guma zalewała nam plastik, wysyłam zdjęcie jak to wygląda.
Ok spróbuje stopniowo wstrzykiwać.
Jeśli chodzi o odpowietrzania to nie wiem nie znam się na tym az tak bardzo jestem samoukiem.Co myślisz pisząc o naklejeniu naklejki ? W którym miejscu mam to zrobić ?
Lukxhans #(on) napisał:rozwiń+Yellow #(on) napisał:Lukxhans #(on) napisał:Bluewolv #(on) napisał:Lukxhans #(on) napisał:Bluewolv #(on) napisał:Lukxhans #(on) napisał:Bluewolv #(on) napisał:Spróbowałbym 80 mm/s + 60 BAR, jeżeli zdąży przed końcem chłodzenia oczywiście.
Dobrze, dziś tak też spróbuję zrobić będę wchodził co najniżej z mm/s do 80, a Bar dam na 60.
Eksperymentuj. Może coś innego zadziała. Np. 80mm/s i 40BAR. Jaki jest mniej więcej czas plastyfikacji?Tak też będę robił. Dokładnie nie pamiętam jaki był to czas jak będę w pracy to sprawdzę.
To plamka zaraz przy punkcie wtrysku? To trochę zmienia postać rzeczy. Jeszcze spróbuj zwolnić wtrysk zaraz na początku wtryskiwania.
To była pierwsza rzecz którą próbowałem, niestety nic się nie zmieniło.Guma już nawet nie przylegała dobrze do ABS, bo była już zbyt wolno wstrzykiwana.
Ale jest to przy punkcie wtrysku. Nie ma tam nic ostrego żeby ten materiał się palił, jak na formie jak również na plastiku.
Cześć,
tak zerkam na zdjęcia z parametrami i:
- dlaczego pierwszy profil docisku jest na 0 bar?
- co się stanie jak wtryśniesz dosłownie odrobinę detalu albo sam wlewek. Może coś z samym dolotem do przewężki jest nie tak?
- nie bardzo widzę odpowietrzenia na formie. Kanał główny jest ale brakuje doprowadzenia pomiędzy gniazdem a kanałem. Naklej naklejki jako test i zobacz czy coś się zmieniło.
- wytryśnij same TPE przez dyszę wtryskarki i zobacz czy tam już czegoś nie widać.
- sprawdź temperaturę stopu
- zmniejsz lub zwiększ dekompresję i oceń wpływ
Dziwne jest to że na niektórych formach to jest a na niektórych nie i jeszcze poszczególne gniazda tylko to mają. A może jest problem z detalem który jest obtryskiwany?
Pozdrawiam
Yellow®
Pierwszy profil na docisku jest na 0 ponieważ guma zalewała nam plastik, wysyłam zdjęcie jak to wygląda.
Ok spróbuje stopniowo wstrzykiwać.
Jeśli chodzi o odpowietrzania to nie wiem nie znam się na tym az tak bardzo jestem samoukiem.Co myślisz pisząc o naklejeniu naklejki ? W którym miejscu mam to zrobić ?
Cześć,
jeśli chodzi o naklejki to blisko miejsca wtrysku żeby zobaczyć czy to tam nie ma już problemu. Chodzi mi na linii podziału naklejki (wiem że mogą powstać nadlewy ale to jest tylko test).
Ja już chyba wiem skąd biorą się te plamy. Wygląda z tego zdjęcia,że podczas wtrysku problem powstaje z obtryskiwanego twrzorzywa, ale oczywiście nie jestem pewien.
Pozdrawiam
Yellow®
www.ustawianieprocesuwtrysku.pl
Bluewolv #(on) napisał:I jak testy? Są jakieś pozytywne rezultaty?
Witam,
niestety jeszcze nie miałem kiedy to sprawdzić.Mamy teraz dość dużo pracy a byłem jeszcze sam na 23 maszyny. W czwartek powiedziałem technologowi żeby to sprawdził tak jutro będę wiedział czy coś z tym zrobił.
Jak coś to napisze.
Pozdrawiam
Witam,
Niestety problem jest nadal, technolog tez nic z tym nie zrobił.
Próbowałem 80 mm/s 40 Bar wszystko co jest możliwe nic się nie zmieniło. Jedynie co pomogło to szybkość wstrzykiwania bez dociekania dałem wszędzie 35ccm/s i praktycznie to znikło, ale tylko jak włączyłem dociekania tak znowu się pojawiło. Myśle ze to jest zdegradowany materiał lub już zastygnięty.
Tak jak pisałem wcześniej mamy formy dwu nasobne i jest ten sam problem tylko ze na jednym detalu drugi tego nie ma.