Plamy ,smugi MABS + barwnik
Wtryskiwanie
Wtk_84 #(on) napisał:rozwiń+Anonymous #(on) napisał:Wtk_84 #(on) napisał:Witam ,chciałbym prosić o pomoc ,czy ktoś mógłby zidentyfikować problem ,powstają takie plamki smugi,w którymś z tematów ktoś napisał że to może być woda,granulat suszę w suszarce ,barwnik też jest suszony.Forma ZK ,termostat 45 C,nie w każdym cyklu to się powtarza ,na dwóch innych detalach /częściach nie ma tego problemu.
A te plamy i smugi sa zawsze w tym samym miejscu?
nie różnie i na różnych detalach
Cześć,
pomijając fakt że detal zaprojektowany jest jak jest to teraz zaczyna się rzeźbienie.
Wykonaj detal bez docisku i zobacz w którym miejscu jak wypełnia się detal.
Poszukaj miejsc w których pojawiają się pogrubienia detalu i przy jakiej objętości wtrysku to się realizuje. Zapisz se te wartości bo później będzie ci łatwiej reagować z prędkościami wtrysku.
Znajdź miejsce gdzie materiał zawraca już na tym pseudo klipsie i leci prosto już do samego końca. Wydaje mi się że na tym zakręcie zaczyna się coś dziać, oczywiście mogę się mylić.
Aktualnie masz profil wtrysku opadający a może okazać się że trzeba gdzieś będzie zwolnić by później przyspieszyć. Oczywiście mam nadzieję że to pomoże.
Dodatkowo obniżył bym temperaturę na cylindrze (oczywiście jeśli istnieje taka możliwość) i zobaczył wpływ na tą wadę.
Pozdrawiam
Yellow®
Yellow #(on) napisał:rozwiń+Wtk_84 #(on) napisał:Anonymous #(on) napisał:Wtk_84 #(on) napisał:Witam ,chciałbym prosić o pomoc ,czy ktoś mógłby zidentyfikować problem ,powstają takie plamki smugi,w którymś z tematów ktoś napisał że to może być woda,granulat suszę w suszarce ,barwnik też jest suszony.Forma ZK ,termostat 45 C,nie w każdym cyklu to się powtarza ,na dwóch innych detalach /częściach nie ma tego problemu.
A te plamy i smugi sa zawsze w tym samym miejscu?
nie różnie i na różnych detalach
Cześć,
pomijając fakt że detal zaprojektowany jest jak jest to teraz zaczyna się rzeźbienie.
Wykonaj detal bez docisku i zobacz w którym miejscu jak wypełnia się detal.
Poszukaj miejsc w których pojawiają się pogrubienia detalu i przy jakiej objętości wtrysku to się realizuje. Zapisz se te wartości bo później będzie ci łatwiej reagować z prędkościami wtrysku.
Znajdź miejsce gdzie materiał zawraca już na tym pseudo klipsie i leci prosto już do samego końca. Wydaje mi się że na tym zakręcie zaczyna się coś dziać, oczywiście mogę się mylić.
Aktualnie masz profil wtrysku opadający a może okazać się że trzeba gdzieś będzie zwolnić by później przyspieszyć. Oczywiście mam nadzieję że to pomoże.
Dodatkowo obniżył bym temperaturę na cylindrze (oczywiście jeśli istnieje taka możliwość) i zobaczył wpływ na tą wadę.
Pozdrawiam
Yellow®
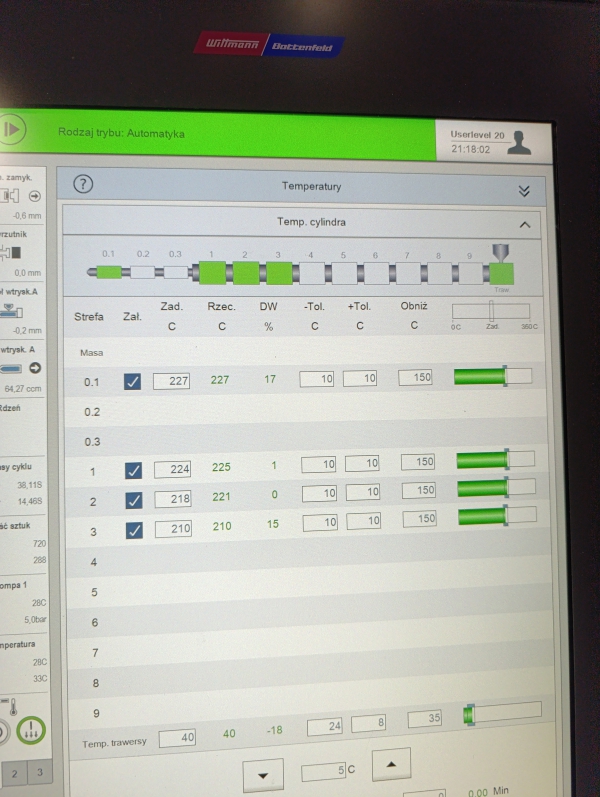
Czytając tematy na forum ktoś napisał że MABS ma "skłonność ' do przegrzewania się i to chyba jest rozwiązanie problemu dotyczącego powietrza.Dziękuję wszystkim za zaangażowanie ,będę wracał częściej z pytaniami.
233-->227
230-->224
225-->218
220-->210
Wtk_84 #(on) napisał:rozwiń+Yellow #(on) napisał:Wtk_84 #(on) napisał:Anonymous #(on) napisał:Wtk_84 #(on) napisał:Witam ,chciałbym prosić o pomoc ,czy ktoś mógłby zidentyfikować problem ,powstają takie plamki smugi,w którymś z tematów ktoś napisał że to może być woda,granulat suszę w suszarce ,barwnik też jest suszony.Forma ZK ,termostat 45 C,nie w każdym cyklu to się powtarza ,na dwóch innych detalach /częściach nie ma tego problemu.
A te plamy i smugi sa zawsze w tym samym miejscu?
nie różnie i na różnych detalach
Cześć,
pomijając fakt że detal zaprojektowany jest jak jest to teraz zaczyna się rzeźbienie.
Wykonaj detal bez docisku i zobacz w którym miejscu jak wypełnia się detal.
Poszukaj miejsc w których pojawiają się pogrubienia detalu i przy jakiej objętości wtrysku to się realizuje. Zapisz se te wartości bo później będzie ci łatwiej reagować z prędkościami wtrysku.
Znajdź miejsce gdzie materiał zawraca już na tym pseudo klipsie i leci prosto już do samego końca. Wydaje mi się że na tym zakręcie zaczyna się coś dziać, oczywiście mogę się mylić.
Aktualnie masz profil wtrysku opadający a może okazać się że trzeba gdzieś będzie zwolnić by później przyspieszyć. Oczywiście mam nadzieję że to pomoże.
Dodatkowo obniżył bym temperaturę na cylindrze (oczywiście jeśli istnieje taka możliwość) i zobaczył wpływ na tą wadę.
Pozdrawiam
Yellow®
Czytając tematy na forum ktoś napisał że MABS ma "skłonność ' do przegrzewania się i to chyba jest rozwiązanie problemu dotyczącego powietrza.Dziękuję wszystkim za zaangażowanie ,będę wracał częściej z pytaniami.
233-->227
230-->224
225-->218
220-->210
Jakby obnizenie temperatur nie przynosilo rezultatow, to sprobuj wolniej dozowac. Czas chlodzenia masz 20s wiec mozesz spokojnie zmniejszyc rotacje slimaka.
Wtk_84 #(on) napisał:rozwiń+Bluewolv #(on) napisał:A tworzywo nie wraca do ślimaka w czasie przełączania na docisk?
Jak to sprawdzić? Nie mam mega doświadczenia .Ale też po ustawieniu tych parametrów co wcześniej pisałem poduszka skakała ,musiałem podnieść ciśnienie wtrysku.
Zgaduję, nie jestem pewien czy to może być przyczyną, ponieważ masz punkt przełączania zmierzony na 17,89 ccm, a poduszka tylko 17,83 ccm.
Wtk_84 #(on) napisał:rozwiń+Bluewolv #(on) napisał:A tworzywo nie wraca do ślimaka w czasie przełączania na docisk?
Jak to sprawdzić? Nie mam mega doświadczenia .Ale też po ustawieniu tych parametrów co wcześniej pisałem poduszka skakała ,musiałem podnieść ciśnienie wtrysku.
Nie zmienia sie wszystkich parametrow naraz. Wroc wszystkie parametry i po kolei probuj. Jak pozmieniasz kilka parametrow to rozwalisz caly proces. Kazda zmiana ma jakies konsekwencje. Jak wczesniej miales stabilna poduszke to material ci sie nie wraca, tylko po prostu zmieniales parametry jak szalony naukowiec i zdestabilizowales proces. Mala roznica pomiedzy miejscem przelaczenia na docisk a poduszka, wskazuje raczej, ze gniazda sa wypelnione w 100% podczas przelaczenia, a powinny byc w 98%.