Przypalenie detalu z PC
Wtryskiwanie
Witam,
Mam problem z przypalaniem detalu z PC. Wtryskarka to Arburg 420C (40mm ślimak), tworzywo to PC (Calibre 303-22), temperatura przetwórcza to 290 – 284 °C, termostatowanie formy to 70 °C.
Detal nie jest przypalony przez pierwsze 5 – 8 zaprasowań, potem przypala coraz mocniej z każdym cyklem. Zmiana parametrów - prędkość wtrysku (5 – 85 mm/s), temperatury cylindra (240 – 310 °C), ciśnienie spiętrzania - pomaga tylko na kilka wtrysków.
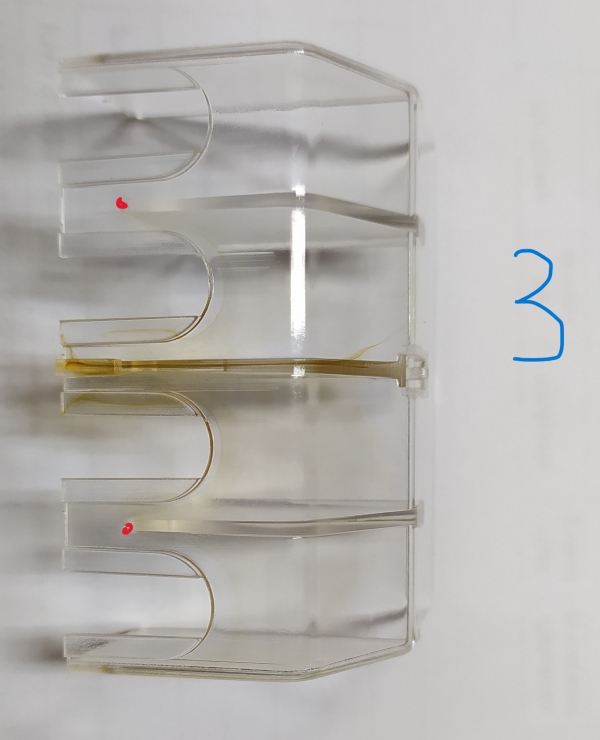
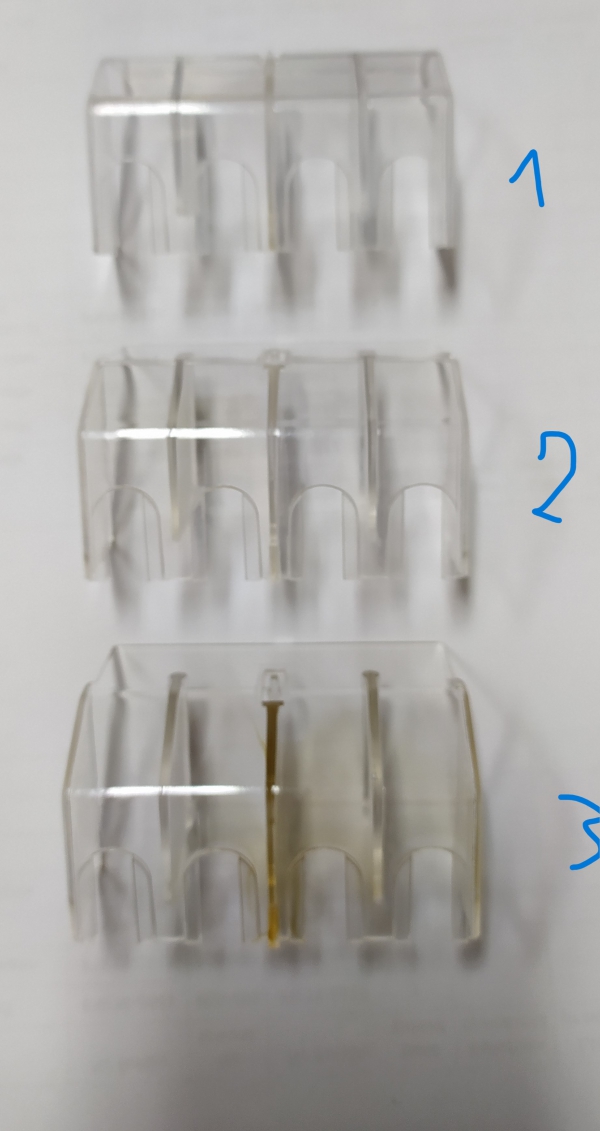
Podejrzewam przypalanie przez przewężkę jednak wlewek także jest przypalony. Forma przekazana do narzędziowni celem sprawdzenia odpowietrzeń oraz kanałów wlewowych i przewężeń.
Tworzywo wyciskane bezpośrednio ze ślimaka jest klarowne i w żadsen sposób nie przypalone/żółte.
Czy miał ktoś podobny problem? Jakie są możliwe przyczyny przypalania?
Z góry dziękuję za pomoc.

Pbalkowski #(on) napisał:rozwiń+Witam,
Mam problem z przypalaniem detalu z PC. Wtryskarka to Arburg 420C (40mm ślimak), tworzywo to PC (Calibre 303-22), temperatura przetwórcza to 290 – 284 °C, termostatowanie formy to 70 °C.
Detal nie jest przypalony przez pierwsze 5 – 8 zaprasowań, potem przypala coraz mocniej z każdym cyklem. Zmiana parametrów - prędkość wtrysku (5 – 85 mm/s), temperatury cylindra (240 – 310 °C), ciśnienie spiętrzania - pomaga tylko na kilka wtrysków.
Podejrzewam przypalanie przez przewężkę jednak wlewek także jest przypalony. Forma przekazana do narzędziowni celem sprawdzenia odpowietrzeń oraz kanałów wlewowych i przewężeń.
Tworzywo wyciskane bezpośrednio ze ślimaka jest klarowne i w żadsen sposób nie przypalone/żółte.
Czy miał ktoś podobny problem? Jakie są możliwe przyczyny przypalania?
Z góry dziękuję za pomoc.
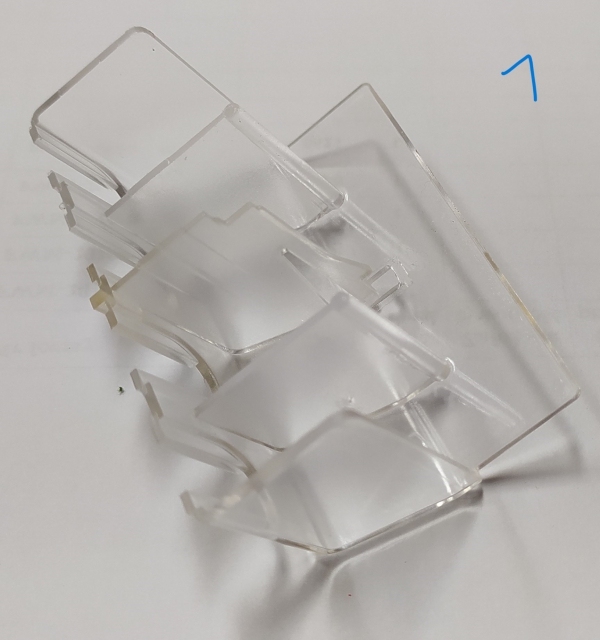
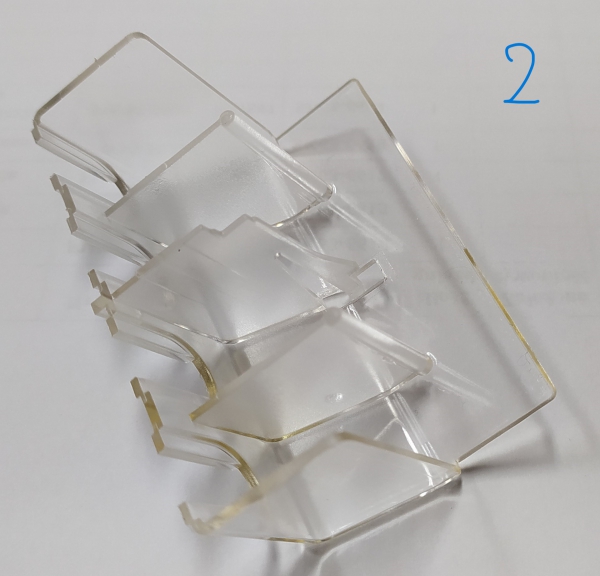
Dodaję kolejne zdjęcia.
Simonex77 #(on) napisał:rozwiń+Wygląda to na przypalenie Tworzywa.Moze być duża dysza i dużo tworzywa w niej i duża temperatura.i się degraduje.Na początek bym zmniejszył temperaturę na dyszy i na końcówce ślimaka.Jaki jest czas cyklu?
Temperatura obniżona aż do 248 stopni.
Czas cyklu - 29,47s
Na chwilę obecną narzędziownia wypolerowała formę i odpowietrzenia. Dodatkowo zmniejszyłem siłę zwarcia formy.
Na razie problem ustał ale czy to mogło być od braku ujścia powietrza?
Edit:
Jednak dużo wskazuje na degradację tworzywa. Założymy formę na mniejszą wtryskarkę.


Bluewolv #(on) napisał:
Lub mniejsze ciśnienie i obroty.
Nic ze zmiany tych parametrów niestety nie pomagało.
Ostatecznie założenie formy na mniejszą maszynę (Arburg 320C) pomogło.