Smugi barwnika detal PP
Wtryskiwanie
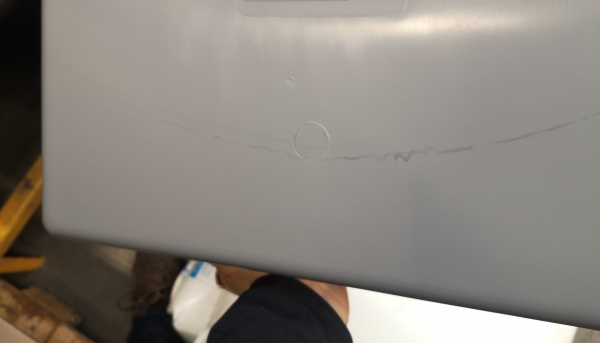
Szukam rozwiązania problemu, gdyż na detalu z PP pojawiają się smugi prawdopodobnie z barwnika jaki używamy. Detal zimny kanał. Przypominający kuwetę. Waga 1,6 kg.
Barwnik mieszamy go w kuble z oryginałem i przemiałem w stosunku 80% przemiał, 20% oryginał i do tego 2% wagowo barwnika szarego. Z karty technicznej barwnika wygląda, że jest na bazie PE.
Zaprzyjaźniona firma robi z tego samego barwnika i detale wychodzą bez smug, ustawienie przybliżonych nastawów parametrów nie poprawiło sytuacji.
Wcześniej w podajniku był granulat PP transparent. Szło bez problemu.
Robiliśmy już wiele kombinacji parametrami i nic nie dało pożądanego skutku. Zwiększenie ciśnienia plastyfikacji i obrotów dla lepszej homogenizacji- nic, w przeciwną stronę- też nic. Zmniejszenie temp cylindra, zwiększenie temp cylindra- nic.
Zwiększone ciśnienie wtrysku- nic. Zwiększony docisk, zmniejszony docisk- nic.
Czy to, że mieszamy barwnik ręcznie może mieć znaczenie? Kiedyś na innym detalu mieszany był w tzw. paszowniku, wtedy był taki porozcierany, nie było żadnych smug. Jakieś pomysły?

Witam
Jaki jest kolor oryginalnego materiału i jaki barwnik
Farba może osądzać się na ściankach pojemnika w którym jest mieszany.
Czy zaprzyjaźnioną firma robila to na takiej samej maszynie?
Przydało by się więcej zdjęć dobrej jakości
Na to co widać to próbowałbym dodać trochę farby lub profilem wtrysku. Ewentualnie temperatura formy
Albo zabrudzony przemiał...
Moze spróbować z czystego materiału i farby?
Michal_dagowski #(on) napisał:rozwiń+Witam
Jaki jest kolor oryginalnego materiału i jaki barwnik
Farba może osądzać się na ściankach pojemnika w którym jest mieszany.
Czy zaprzyjaźnioną firma robila to na takiej samej maszynie?
Przydało by się więcej zdjęć dobrej jakości
Na to co widać to próbowałbym dodać trochę farby lub profilem wtrysku. Ewentualnie temperatura formy
Albo zabrudzony przemiał...
Moze spróbować z czystego materiału i farby?
Oryginalny granulat jest transparentny. Barwnik ciemno szary a wychodzi z tego finalnie jaśniejszy szary.
Zaprzyjaźniona firma robi to na innej maszynie.
Spobujemy przy kolejnej produkcji użyć samego oryginału, bez przemiału, zobaczymy jaki będzie efekt.
Sam przemiał zabrudzony nie był, jeśli już to pojawiały się tam wtrącenie szarego, ale o identycznym kolorze jak robimy, nie było nic ciemniejszego.
Ewidentnie wygląda nam to na smuzenie ciemniejszej "skoncentrowanej" granulki barwnika na jaśniejszym detalu.
Degradacja materiału wykluczona bo zjechaliśmy temperaturami i zmniejszylismy plastyfikacje.
Simonex77 #(on) napisał:A może założyć dyszę mieszającą?
To być może byłoby dobre rozwiązanie, natomiast wiem, że kilka tys to kosztuje a nie mam za bardzo możliwości wziąć "na próbę" by wiedzieć czy na pewno to pomoże.
Czy według Was w ogóle takie parametry jak prędkość wtrysku moga mieć tutaj znaczenie?
Zamierzam sprawdzić jeszcze czy właściwie działa przeciwciśnienie przy plastyfikajcji, bo raz maszyna złapała jakąś dziwna zwieche, że zamiast nabierania 200 mm zrobiła tyle samej dekompresji i cykl się zatrzymał. Po wyheblowaniu znowu działała jak należy. Dobrze myślę, że większe przeciwciśnienie= wydłużenie czasu nabierania?
Jeśli smugi są ciągle w tym samym miejscu może być problem z płynieciem materiału - jeśli w różnych miejscach to raczej z jakością materiału lub farby
Faktycznie dysza mieszającą
Lub filtrującą moglaby załatwić sprawę jeśli jest to problem z 'nie rozpuszczona' granulka farby lub materiału.
Przeciw ciśnienie? =ciśnienie spietrzania? (jeśli tak- to zwiększenie oznacza wydłużenie dozowania)
Można by powiedzieć że zwiększenie ciśnienia spietrzania to zwiększenie ilości obrotów w stosunku do prędkości cofania się ślimaka.