Stabilność wymiarów wypraski
Wtryskiwanie
Witam,
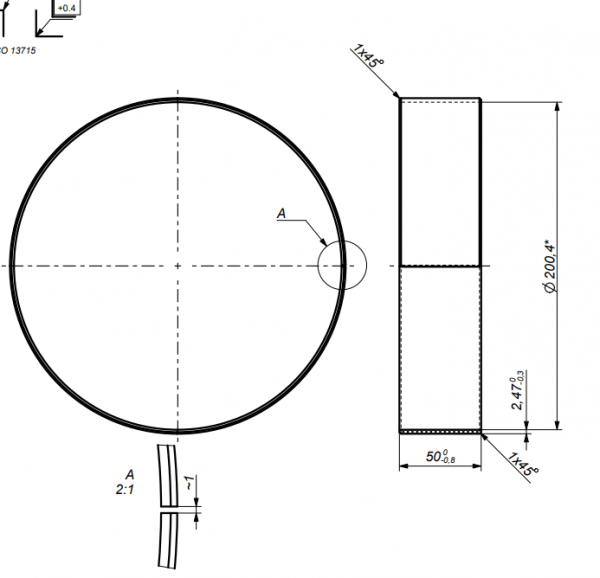
Mam problem ze stabilnością wymiarów ( w załączniku rysunek) Problem polega na tym że z jednych parametrów wtryskowych detal wychodzi o różnej długości. Detal ma się zmieścić w wybraniu, dopuszczalny jest luz. Jednakże ok.2-4 na 20 cykli detale wychodzą za długie.
Forma jednogniazdowa, zminokanałowa, materiał POM Temperatury formy 60 st. Wtryskarka Krauss Maffei 300.
Próbowałem róznych parametrów wtryskowych jednakze cały czas efekt ten sam. Pozostałe wymiary zgodne.
Czy jest ktoś w stanie podpowiedzieć co jeszcze można zrobić?


Cześć,
Spróbuj zwiększyć skurcz POM-u, poprzez.
1. Skrócenie czasu chłodzenia.
2. Skrócenie czasu chłodzenia + wyższa temp formy (80 stopni)
3. Skrócenie czasu chłodzenia + wyższa temp formy + niższe ciśnienie docisku
4. Skrócenie czasu chłodzenia + wyższa temp formy + niższe ciśnienie docisku + ew. krótszy czas ciśnienia docisku
P.S.
Trochę mało szczegółów opisałeś.
Daj znać czy układ zareagował.
Tomczyslaw94 #(on) napisał:rozwiń+Witam,
Mam problem ze stabilnością wymiarów ( w załączniku rysunek) Problem polega na tym że z jednych parametrów wtryskowych detal wychodzi o różnej długości. Detal ma się zmieścić w wybraniu, dopuszczalny jest luz. Jednakże ok.2-4 na 20 cykli detale wychodzą za długie.Forma jednogniazdowa, zminokanałowa, materiał POM Temperatury formy 60 st. Wtryskarka Krauss Maffei 300.
Próbowałem róznych parametrów wtryskowych jednakze cały czas efekt ten sam. Pozostałe wymiary zgodne.
Czy jest ktoś w stanie podpowiedzieć co jeszcze można zrobić?
Cześć,
kolega Jangdu dał ci wytyczne co masz spróbować.
A ja widzę inny problem, dlaczego 2-4 cykle na 20 cykli są NOK?
Moje zdanie jest takie, najpierw analiza dlaczego proces płynie i dopiero później zmiana ustawień w celu poprawy jakości wymiarowej detalu. Jeśli 2-4 cykle na 20 są poza specyfikacją to konieczna jest kontrola dlaczego te cykle są inne. Weź podejdź do maszyny jak będzie pracowała i sprawdź w tabeli jakości jak proces wygląda, musi tam być jakaś anomalia (poduszka za niska lub za wysoka w porównaniu do innych cykli, czas dozowania krótszy lub dłuższy, ciśnienie w punkcie przełączania na docisk ciągle się zmienia). Jak to ogarniesz to będziesz miał problem z głowy, tak mi się wydaje.
Ja z tych zdjęć nie potrafię wyłapać co jest grane, a to miejsce pęknięcia to nie tak czasem linia łączenia?
Pozdrawiam
Yellow®
Panowie,
Dzięki za podpowiedzi.
Ogólnie poszedłem za radą @Yellow i zauważyłem ze w punkcie przełączenia (który jest po drodze) ciśnienie masy jest rózne. Wartości wahają się od 700 do 1150. Wziąłem kilka detali i zauważyłem ze przy wartości 1150 tuleja nie zmiesciła mi się w gnieździe. I nie ma za bardzo reguły ze im wieksze cisnienie tym nie wchodzi jedna weszła druga nie.
Parametry
Pr. wtrysku 30 cm3/s
cisn wtrysku 1100
Punkt przelaczania droga 30 cm3
docisk profil I 800 bar przez 2 s
docisk profil II 650 przez 1,5 s
sila zwierania 2200 kN
dozowanie 170
Tuleje ktore nie wchodzą są ok. 6 mm dluzsze od tych co wchodzą
Tomczyslaw94 #(on) napisał:rozwiń+Panowie,
Dzięki za podpowiedzi.
Ogólnie poszedłem za radą @Yellow i zauważyłem ze w punkcie przełączenia (który jest po drodze) ciśnienie masy jest rózne. Wartości wahają się od 700 do 1150. Wziąłem kilka detali i zauważyłem ze przy wartości 1150 tuleja nie zmiesciła mi się w gnieździe. I nie ma za bardzo reguły ze im wieksze cisnienie tym nie wchodzi jedna weszła druga nie.
Parametry
Pr. wtrysku 30 cm3/s
cisn wtrysku 1100
Punkt przelaczania droga 30 cm3
docisk profil I 800 bar przez 2 s
docisk profil II 650 przez 1,5 s
sila zwierania 2200 kN
dozowanie 170
Tuleje ktore nie wchodzą są ok. 6 mm dluzsze od tych co wchodzą
Cześć,
czyli jak widać, proces pływa.
Piszesz że ciśnienie wtrysku ustawione 1100 bar a czasami masz detale które wtryskiwane są przy 1150 bar. To oznacza że masz ograniczone ciśnienie wtrysku na maszynie i proces raz wymaga 700 bar a raz mu brakuje 1150 bar i tutaj jest też problem.
Jaką masz maksymalną objętość dozowania na tej maszynie? Jaki czas cyklu?
Według mnie, coś ci się przytyka podczas fazy wtrysku i dlatego masz takie problemy. Jak się to ogarnie to powinno już być OK.
Yellow®
Cześć,
Jak pisał Yellow, najpierw ustabilizuj proces, musisz znaleźć czynnik, który powoduje takie duże skoki ciśnienia przy wtrysku w pierwszej fazie wypełniania formy.
Czy podczas produkcji tego elementu używasz przemiału POM ?
Jaka jest wartość poduszki po końcu ciśnienia docisku ?
Masz grzałkę na dyszy wtryskarki ?
Pozdrawiam
Janusz
Tak,
Wybaczcie ostatni okres był gorący.
Postanowiłem zmienić maszynę na KM-110, mniejszą które zapewniła mi stabilność procesu. Ponadto udało się znacząco skrócić proces, korzysając z rad @Jangdu o zwiększeniu skurczu.
Do KM-300 został zawołany serwis i prawdopodobnie na 90% uszkodzony był zawór zwrotny ślimaka. Nie mam jeszcze pewności na 100%.
Cześć,
super że udało się wyeliminować problemy.
Dzięki za info zwrotne, ktoś kiedyś może smiało wrócić do tego tematu i zobaczyć co było problemem i jak udało się rozwiązać problem.
Ważne jest to żeby przy występowaniu problemu najpierw przeanalizować w czym tkwi problem. W całym tym ustawianiu procesu wtrysku właśnie chodzi o to że nie możemy co chwilę zmieniać parametrów bo to nie ma sensu. Najpierw analiza, szukanie przyczyny, znalezienie przyczyny, eliminacja problemu i kontrola procesu.
Yellow®