Wada wypraski
Wtryskiwanie
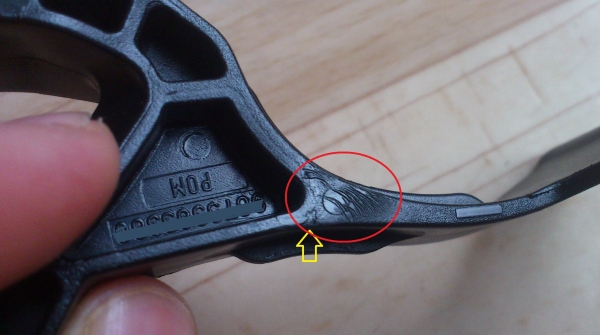
Na detalu przedstawionym na zdjęciu widać wgłębienia, rysy (czerwony okrąg) . Jest to miejsce w którym umiejscowiony jest wypychacz, pkt. wtrysku jest umieszony na dolnej sciance, 1 mm od krawędzi wypraski (żółta strzałka).
Próba zmiany szybkości wtrysku, zmiana cisnienia docisku, a także zmiana temp. wtrysku, stopu oraz temp. gorących kanałow nic nie dała. Na wkładce formującej nie widać żadnych zabrudzeń ani rys. Dla mnie wygląda to jak efekt płyty gramofonowej, tworzywo ustala się zanim dotrze do ścianki formy i tworzy rowki.
Czy ktoś ma jakieś sugestie?
Witaj :)
mam dwa pytania:
1. Ile gniazd ma forma i czy na każdym gnieździe to występuje czy tylko na jednym z gniazd?
2. Każdy cykl (każda sztuka) tak wygląda czy to jest losowo? i z jaką częstotliwością?
3. Czy okolice punktu wtrysku na formie nie są uszkodzone?
Pytanie mam dodatkowo do Ciebie, jaka jest temperatura formy? (chodzi o termostatowanie) bo z tego co widzę to jest to POM.
Jak wyłączysz docisk to jak masz wypełnione gniazda/gniazdo?
Czy na wyłączonym docisku też to występuje?
Interesuje mnie też czy ten wypychacz który tam jest to jest idealnie zlicowany z powierzchnią formy czy może jest leciutko cofnięty w głąb formy??
Jak spowolnisz wtrysk to czy coś się zmienia? Oczywiście na wyłączonym docisku do testu.
Jak przyśpieszysz wtrysk czy coś się zmienia? Oczywiście na wyłączonym docisku do testu.
To by było na tą chwilę tyle. Czekam na odpowiedzi tych pytań i będziemy działać dalej.
Pozdrawiam
Yellow®
Zainteresowany #(on) napisał:rozwiń+Na detalu przedstawionym na zdjęciu widać wgłębienia, rysy (czerwony okrąg) . Jest to miejsce w którym umiejscowiony jest wypychacz, pkt. wtrysku jest umieszony na dolnej sciance, 1 mm od krawędzi wypraski (żółta strzałka).
Próba zmiany szybkości wtrysku, zmiana cisnienia docisku, a także zmiana temp. wtrysku, stopu oraz temp. gorących kanałow nic nie dała. Na wkładce formującej nie widać żadnych zabrudzeń ani rys. Dla mnie wygląda to jak efekt płyty gramofonowej, tworzywo ustala się zanim dotrze do ścianki formy i tworzy rowki.
Czy ktoś ma jakieś sugestie?
Serwus
Tak też mi się wydaję że szybko stugnie. Podgrzej formę ułatwi płynięcie. Może masz też przeładowaną formę. PP zwiększ i początek wtrysku wolny na profilu.
Pozdrawiam
Według mnie to kwestia parametrów, nikt nie powiedział ze ustawienie POMU jest proste. Czasami wystarczy zmienić punkt wtrysku ( o ile to możliwe i to nowa forma) i po problemie. Jeżeli nie da sie to już zmiana tworzywa też zmieni sytuacje, czasami wystarczy inny producent.
Witam,
- Punkt wtrysku wydaje się być skierowany bez rozbicia strugi w grubą część wypraski. Ja bym sprawdził czy nie ma efektu wystrzelenia tworzywa z przewężki i jego zastygnięcia zgodnie z załączonym rysunkiem.
- Ciśnienia docisku dla POM powinno być na poziomie 70-80% ciśnienia wtrysku i ze względu na budowę częściowo-krystaliczną - stałe. Sprawdź.
- Forma powinna mieć temperaturę 80-110°C co powinno zminimalizować powyższą wadę.
Czekamy na dalsze info w temacie.
Pozdrawiam
poniedziałek, 24 października 2016spl_lodz

Wygląda to na jetting. Zwolnij sam początek wypełniania gniazda. Jeśli to nic nie da sprawdzaj etapowo wypełniając gniazdo od ''zalania" przewężki, do wypełnienia calkowitego, a na koniec także z dociskiem- może zaobserwujesz kiedy to powstaje.