spadek ciśnienia wtrysku podczas uruchomienia produkcji.
Wtryskiwanie
Witam
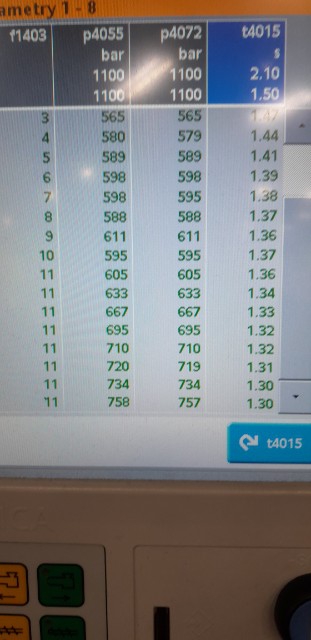
Mam problem przy uruchomieniu produkcji na arburg 320 golden pionowa otóż ciśnienie wtrysku w normalnej produkcji wynosi około 740 natomiast przy uruchomieniu zaczyna od 500 (pojawiają się wypływki) i stopniowo rośnie dopiero po 15-20 cyklach osiąga około 740 wtedy wyrównuje i wszystko jest ok. Mam obtrysk z PA 6.6 + 40 % włókna, temperatura tworzywa około 340-330-325.... formy około 150. Niestety braki są dość kosztowne. Forma 4x gniazdowa detal bardzo bardzo mały. Jakieś porady ? dodam ,ze praca odbywa się w pół automacie
Cześć
Zacznij od sprawdzenia nastaw grzania względem tds.
Zmierz temp stopu i sprawdź % wykorzystanie cylindra.
Opis jaki dałeś jest mocno ogólnikowy.
Po mojemu przegrzewasz material na starcie, które rekompensowane jest w cyklu automatyczym przez wysokie wykorzystanie jednostki wtryskowej. Oczywiście bez danych jest to wyłącznie teoria.
Dimas78 #(on) napisał:rozwiń+Witam
Mam problem przy uruchomieniu produkcji na arburg 320 golden pionowa otóż ciśnienie wtrysku w normalnej produkcji wynosi około 740 natomiast przy uruchomieniu zaczyna od 500 (pojawiają się wypływki) i stopniowo rośnie dopiero po 15-20 cyklach osiąga około 740 wtedy wyrównuje i wszystko jest ok. Mam obtrysk z PA 6.6 + 40 % włókna, temperatura tworzywa około 340-330-325.... formy około 150. Niestety braki są dość kosztowne. Forma 4x gniazdowa detal bardzo bardzo mały. Jakieś porady ? dodam ,ze praca odbywa się w pół automacie
Po jak długim postoju? czy tworzywo w zasypie jest ciepłe?