 Prawidłowa Konstrukcja ślimaka we wtryskarkach ma duże znaczenie i odpowiada za prawidłową pracę maszyny.
Prawidłowa Konstrukcja ślimaka we wtryskarkach ma duże znaczenie i odpowiada za prawidłową pracę maszyny.Dobrą jakość stopionego poliamidu uzyskać można tylko poprzez homogeniczne uplastycznienie tworzywa. Szybkość z jaką ślimak może dostarczyć stopione tworzywo o odpowiedniej jakości zależy od jego konstrukcji, od termicznego i reologicznego zachowania się polimeru oraz od parametrów procesu technologicznego.
W zespole wtryskowym energia niezbędna do rozgrzania tworzywa do temperatury przetwarzania jest doprowadzona poprzez przewodzenie ciepła z cylindra oraz jest wytwarzana podczas rozcinania polimeru przez ślimak.
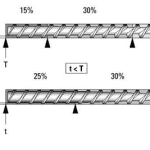
Przepływ ciepła ograniczony jest przewodnością cieplną polimeru, która jest niewielka. Ciepło ścinania zależy przede wszystkim od lepkości tworzywa i szybkości ścinania (ciśnienie wsteczne i prędkość obrotowa ślimaka). Tworzywa amorficzne, których lepkość zmienia się stopniowo wraz z temperaturą i których lepkość w temperaturze przetwarzania jest zazwyczaj wyższa, wymagają ślimaków głębszych i powodujących mniejsze ścinanie (rysunek górny).

Polimery krystaliczne charakteryzują się gwałtownym spadkiem lepkości w temperaturze topnienia. W celu wytworzenia wymaganego ciepła ścinania konieczne jest wywołanie większego tarcia, a tym samym zastosowania płytszych i dłuższych odcinków dozujących (rysunek dolny).
Z powyższych przyczyn, a także w celu osiągnięcia najwyższej jakości ciekłego tworzywa przy najwyższej wydajności urządzenia konieczne jest zastosowanie ślimaka o odpowiedniej konstrukcji.
Niezależnie od tego ślimaki ogólnego stosowania dostarczane wraz z większością wtryskarek zazwyczaj nadają się do wtryskowego formowania tworzyw poliamidowych przy pracy z niską wydajnością, przy czym „niska wydajność” oznacza, że skok ślimaka jest nie większy niż 2-3D.
W przypadku dużej wydajności pracy zastosowanie ślimaka specjalnie zaprojektowanego do wtryskowego formowania poliamidów, zapewni większą jednorodność ciekłego tworzywa oraz pozwoli uniknąć pozostawania nieroztopionych cząstek tworzywa.
Zużycie ścierne ślimaka wtryskowego występuje przede wszystkim na krawędziach jego gwintu i powierzchniach jego styku z cylindrem. Z biegiem czasu średnica rdzenia ślimaka nieco się zmniejszy na skutek zużycia w strefie przejściowej i dozującej. Zużycie w strefie podawania jest zazwyczaj wynikiem zbyt niskiej jak na daną wydajność temperatury w strefie tylnej.
Powierzchnie ulegające ścieraniu można utwardzić powierzchniowo za pomocą odpowiednich stopów, np. stellitu. Uzyskuje się w ten sposób lepszą odporność na ścieranie niż w przypadku ślimaków hartowanych lub azotowanych. Z tego powodu utwardzanie powierzchni stellitem powinno mieć miejsce w ślimakach stosowanych do ciągłego przetwarzania wtryskowego tworzyw wzmocnionych włóknem szklanym. Zalecaną metodą utwardzania jest także chromowanie. Pod tym względem możliwe jest nawet położenie powłoki zabezpieczającej przed zużyciem na całej powierzchni ślimaka w celu uzyskania jej całkowitego zabezpieczenia.


