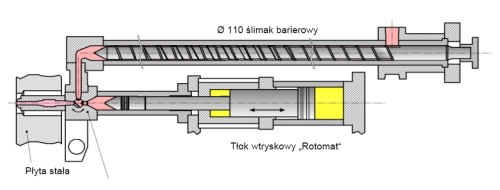
Ślimak ten charakteryzuje się idealnym rozkładem temperatury, co znacznie przyczynia się do obniżenia wartości wydobywającego się w procesie uplastycznienia aldehydu octowego (AA-Werte). Proces uplastycznienia prowadzony został także przy użyciu „intruzji” (ciągły ruch obrotowy ślimaka). Dzięki procesowi „intruzji” można obniżyć obroty ślimaka dla uzyskania tej samej wydajności uplastycznienia w stosunku do standardowych procesów uplastycznienia. Dzięki ciągłym obrotom ślimaka polepsza się także homogenizacja tworzywa. Jest to bardzo istotne w przypadku dodawania do tworzywa na etapie uplastycznienia ciekłych dodatków. Dzięki „intruzji” dodatki te bardzo dobrze i równomiernie rozpuszczają się w tworzywie. W przypadku uplastycznienia PLA jest to szczególnie ważne, ponieważ bez dodatków polepszających płynność tworzywa, nie jest możliwa produkcja detali o długich drogach płynięcia (np. preformy, pojemnika). Oczywiście, tak jak w przypadku leja suszącego suszarki, ważne jest wcześniejsze wyczyszczenia układu uplastycznienia tworzywa i wtryskiwania (Netstal stosuje system Rotomat, czyli oddzielenie funkcji uplastycznienia tworzywa od funkcji wtryskiwania).