 Konstrukcja formy stosowanej przy przetwórstwie tworzyw sztucznych wymaga szczególnego uwzględnienia pod kątem wykorzystania tworzywa.
Konstrukcja formy stosowanej przy przetwórstwie tworzyw sztucznych wymaga szczególnego uwzględnienia pod kątem wykorzystania tworzywa.Zdolność wypełniania jest zaś tym elementem, który może doprowadzić do zwiększenia wydajności pracy i zmniejszenia kosztów dla przetwórców.
Zdolność tworzywa do wypełnienia formy jest w znacznym stopniu uzależniona od lepkości roztopionego tworzywa. Dla przykładu tworzywa acetalowe charakteryzują się szerokim zakresem lepkości. Wyliczyć można gatunki, które mają najmniejszy współczynnik lepkości , czyli są najbardziej płynne i dojść aż do gatunków o najwyższej lepkości.
Lepkość tworzyw acetalowych nie spada gwałtownie wraz ze wzrostem temperatury topnienia, w przeciwieństwie do sytuacji typowej dla amorficznych tworzyw termoplastycznych, takich jak tworzywa akrylowe. W związku z tym zwiększenie temperatury topnienia nie jest w stanie poprawić znacząco zdolności tworzywa acetalowego potrzebnej do wypełniania cienkich przekrojów.
Warto też wiedzieć, że oprócz właściwości samego tworzywa również warunki przetwórstwa oraz grubość ścian gniazd określają długość płynięcia.
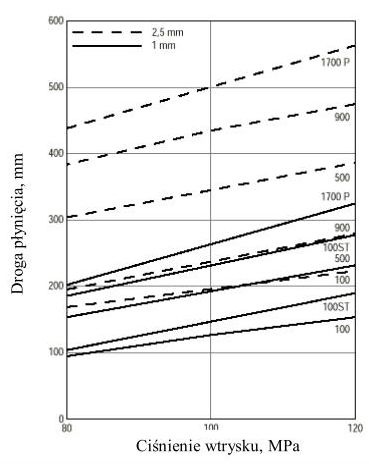
Na poniższym rysunku przedstawiono maksymalne długości płynięcia, których można oczekiwać dla dwóch grubości gniazd przeznaczonych dla tworzyw acetalowych w funkcji ciśnienia wtrysku. Porównanie zostało przeprowadzone z wykorzystaniem formy o spiralnym przepływie otwartym końcem bez żadnych ograniczeń przewężek. Pokazano także, iż przeszkody występujące na drodze przepływu, takie jak nagła zmiana kierunku przepływu lub obecność kołków formujących otwór w wyprasce, mogą w znacznym stopniu zredukować długość płynięcia.
Wykorzystano materiały firmy DuPont


