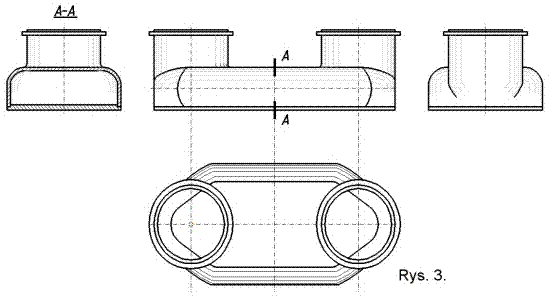
Jeżeli zdecydujemy się na zgrzewanie gorącą płytą, to sugerowany podział detalu przedstawia poniższy rysunek.

Przy wyborze tej metody zgrzewania rozgrzane zostanie wzdłuż linii podziału i w trakcie spajania detali spłaszczonego 1,2 ÷ 2,5 mm materiału. Z tego tez powodu należy przewidzieć odpowiednie naddatki na wysokości detali oraz uwzględnić powstałe wypływki. Zaproponowany podział jest jeszcze z tego powodu właściwy, że powierzchnia dna jest oddalona od płyty grzejnej, przez co nie będzie niepotrzebnie ulegać nagrzaniu i deformacji.
O ile wymiary detalu nie przekraczają istotnie 200 mm, podział ten będzie także dobry do zgrzewania wibracyjnego i ultradźwiękowego (choć dla ultradźwięków nie optymalny).
Przy podjęciu decyzji o zgrzewaniu ultradźwiękowym warto zaproponować jednak modyfikację detali jak na poniższym rysunku.
Dobre ukształtowanie powierzchni łączonych pozwoli zminimalizować moc potrzebną do zgrzewania, a więc zastosować tańszą maszynę.
Ostatnią sprawą, na którą warto zwrócić uwagę jest przypadek odpowiadający na pytanie, co by się stało, gdyby doprowadzenie i odprowadzenie jakiegoś czynnika, który pewnie przez taki detal może przepływać, nastąpiło pod innym kątem.

Przy dużych detalach i obróceniu wpływu i wypływu o 180 st., zasadne będzie zgrzewanie gorącą płytą i podział w płaszczyźnie P2. Dla mniejszych detali i dowolnym kącie ustawienia wpływu i wypływu sugerowane jest rozwiązanie jak na kolejnym rysunku.



