W etapie drugim, na powstałych krystalitach ZnS osadzają się niskocząsteczkowe składniki mieszanki (np. zmiękczacze), które stanowią zanieczyszczenie organiczne. Z upływem czasu związki organiczne ulegają zwęgleniu.
Formy wulkanizacyjne różnią się budową, od bardzo prostych form tłocznych dla pras wulkanizacyjnych po złożone formy wtryskowe przeznaczone do wtryskarek i pras przetłocznych.
Na szybkość osadzania się zanieczyszczeń wpływa: rodzaj metalu użytego do wykonania formy i jej „złożoność” oraz rodzaj stosowanej substancji ochronnej. I tak na przykład, stopy metali zawierające cynk nie mogą być używane w przetwórstwie mieszanek zawierających siarkę, ponieważ korodują. Natomiast w przetwórstwie wtryskowym polichloroprenu lub miękkich mieszanek nitrylowo-butadienowych, jako materiał do wykonania formy, preferuje się stal niklowo-chromową ze względu na nadmierne brudzenie się form wykonanych z bardziej miękkich stali.
Na stopień zanieczyszczenia formy w istotny sposób wpływa temperatura wulkanizacji. Generalnie podwyższanie temperatury formy w celu skrócenia czasu wulkanizacji i redukcji kosztów przyspiesza proces jej zanieczyszczania. Ze wzrostem temperatury szybkość odkładania się zanieczyszczeń rośnie ekspotencjalnie.

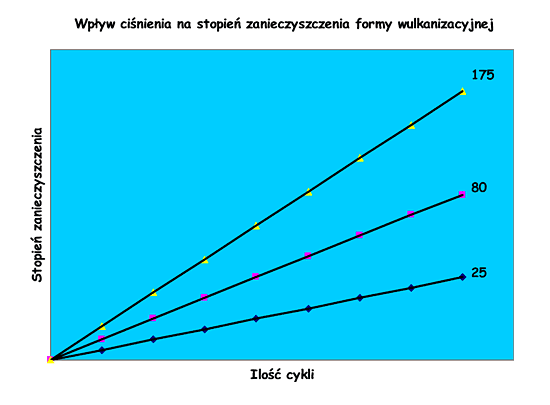
Szybkość osadzania się zanieczyszczeń w formie wulkanizacyjnej zależy również, w sposób liniowy, od ciśnienia w prasie.
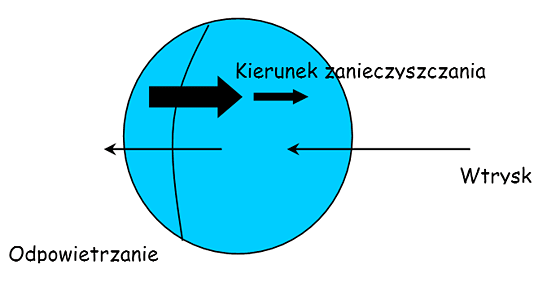
Nie bez wpływu na szybkość osadzanie się zanieczyszczeń w formie wulkanizacyjnej pozostaje także dostępność tlenu atmosferycznego. Zaobserwowano, że forma wtryskowa ulega zabrudzeniu najszybciej w strefie odpowietrzania, gdzie ułatwiony jest jego dostęp, a tym samym większa jest szybkość reakcji utleniania kauczuku i pozostałych składników mieszanki gumowej. Kierunek odkładania się zanieczyszczeń jest przeciwny do kierunku wtrysku, co należy również tłumaczyć tym, że wtłaczana świeża mieszanka gumowa ma większą szybkość płynięcia.
W celu zapobieżenia szybkiemu zanieczyszczaniu się form wulkanizacyjnych należy zadbać o:
- właściwą konstrukcję formy (zapewnić jej prawidłowy podział, unikać „martwych” przestrzeni, zadbać o dostępność powierzchni ułatwiającą czyszczenie),
- dobór właściwych materiałów konstrukcyjnych (wysokogatunkowych stali np. chromowo-niklowych),
- utwardzenie powierzchni form - „metalizowanie”,
- zabezpieczenie form - nanoszenie substancji i tworzyw antyadhezyjnych chroniących formę,
- dobór optymalnej temperatury wulkanizacji,
- stosowanie dodatków ułatwiających płynięcie mieszanki gumowej i zmniejszających przyleganie wyrobów do powierzchni formy,
- czystość surowców,
- właściwą konserwację form magazynowanych.


